有限公司")


產(chǎn)品分類
電動試壓泵系列
氣動增壓泵系列
柴油試壓泵系列
汽油試壓泵系列
氣液增壓系統(tǒng)
壓力采集系統(tǒng)
壓力測試系統(tǒng)
- 車載式壓力測試裝置
- 撬裝式壓力測試裝置
- 疲勞壓力測試系統(tǒng)
- 疲勞測試試驗臺
- 脈沖試驗臺
- 氣驅(qū)爆破試驗臺
- 壓力自控試壓泵
- 閥門壓力測試系統(tǒng)
- 壓力采集控制系統(tǒng)
- 石油氣田專用試壓車
- 井下工具壓力測試系統(tǒng)
- 膠管脫芯、試壓一體機(jī)
- 石油工具壓力測試系統(tǒng)
- 計算機(jī)控制高壓測試系統(tǒng)
- 車載式天然氣井口壓力測試裝置
- 電腦控制壓力測試系統(tǒng)
- 遠(yuǎn)程壓力采集控制系統(tǒng)
- 觸摸式壓力采集控制系統(tǒng)
清洗試壓附件
行業(yè)解決方案
聯(lián)系我們

成都海普泵業(yè)有限公司
電話:028-85060596
傳真:028-85589033
銷售1:18140184198
銷售2:18140194198
銷售3:15319745680
銷售4:15308371980
銷售5:18982942158
技術(shù)咨詢1:18140184198
技術(shù)咨詢2:18982942158
Q Q:328283659
郵箱:328283659@qq.com
地址:成都市永盛東街1號
網(wǎng)址:caihongd.org.cn
鄭重承諾:所有產(chǎn)品
質(zhì)保一年 終身服務(wù)

天然氣井口套管頭安裝規(guī)范
上線日期:2018-06-26 產(chǎn)品熱度: 產(chǎn)品分類:技術(shù)解答
1 概述
套管頭是連接套管與井口裝置重要裝備,其主要作用:
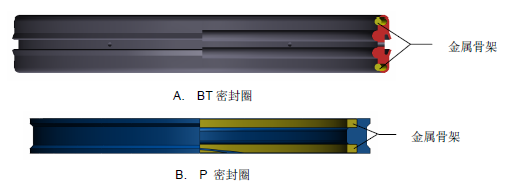
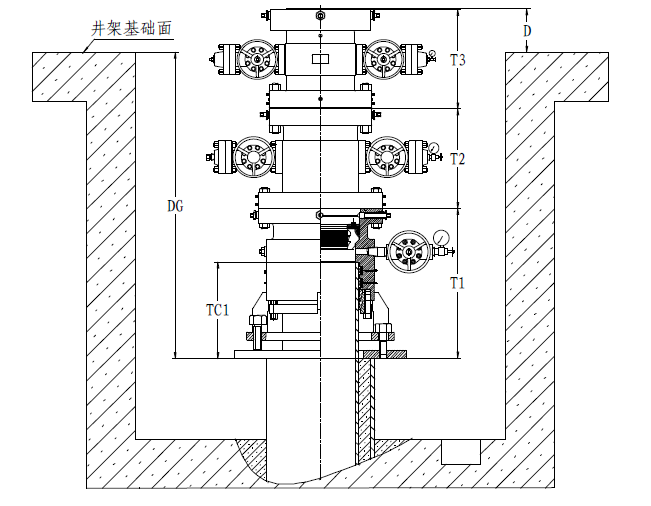
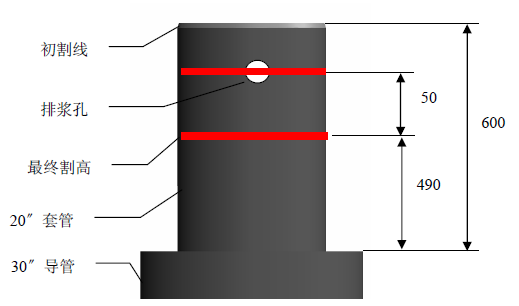
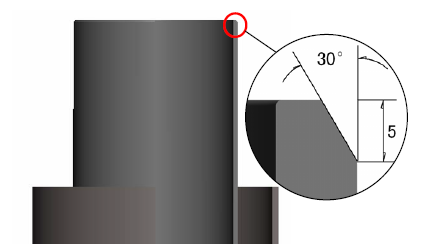
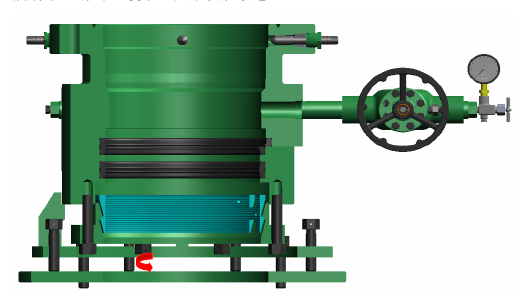
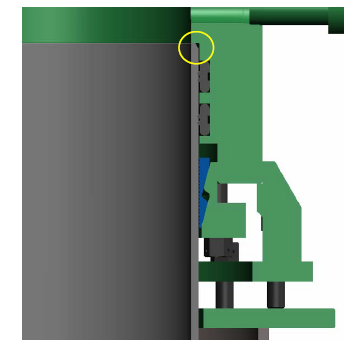
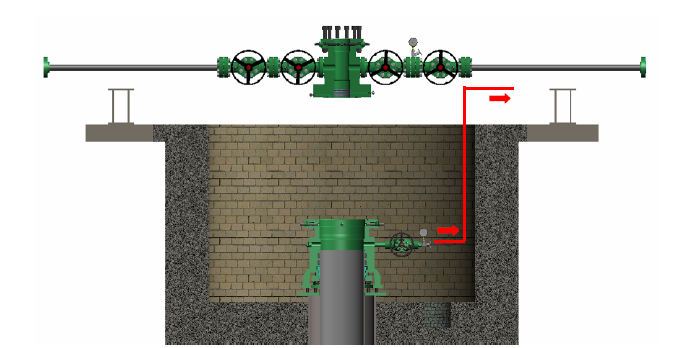
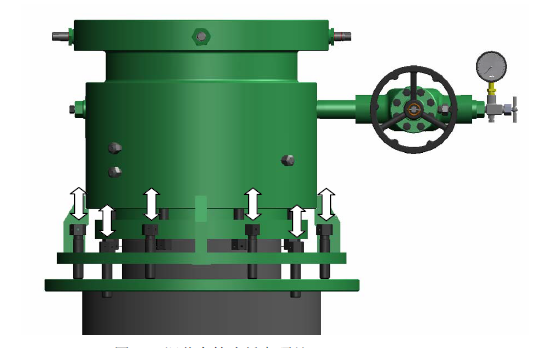
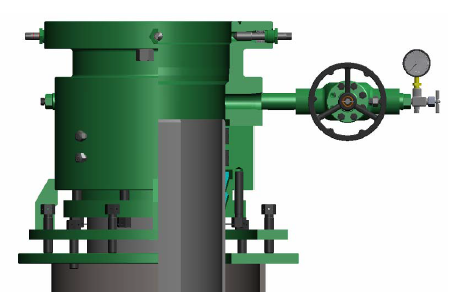
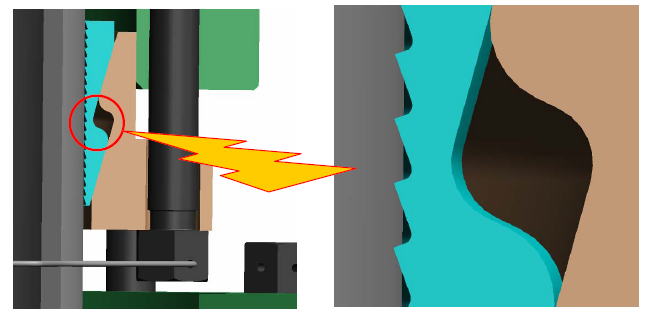
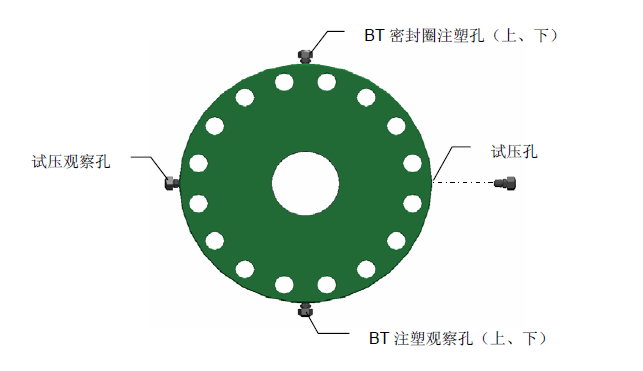
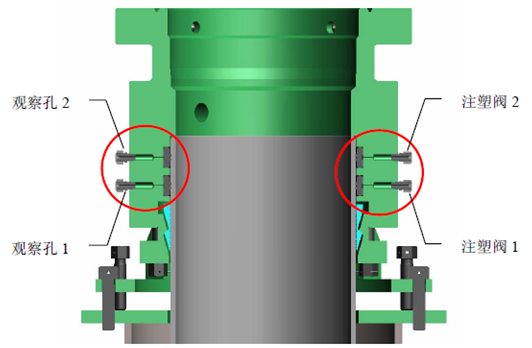
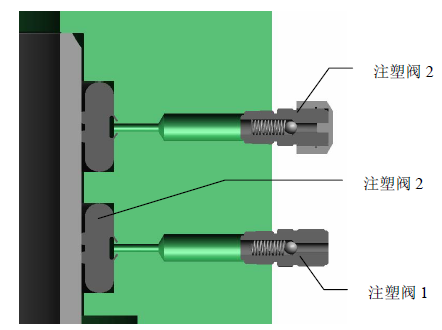
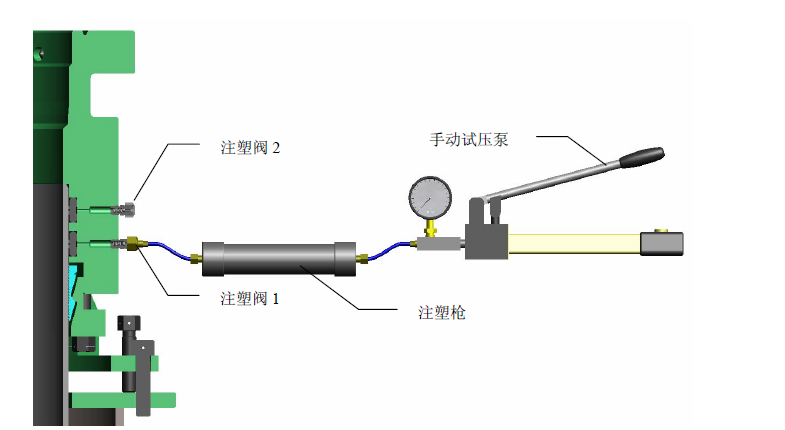
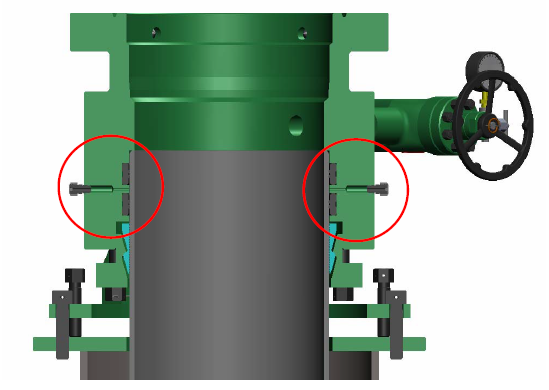
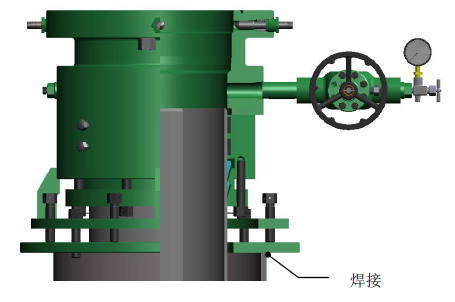
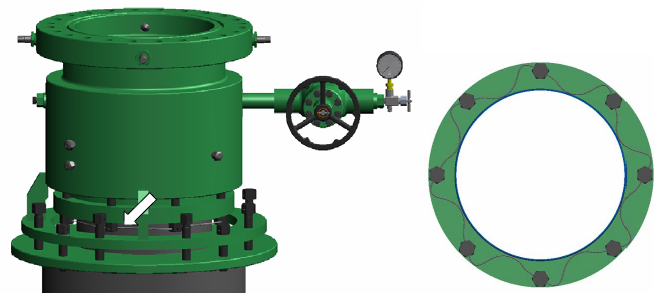
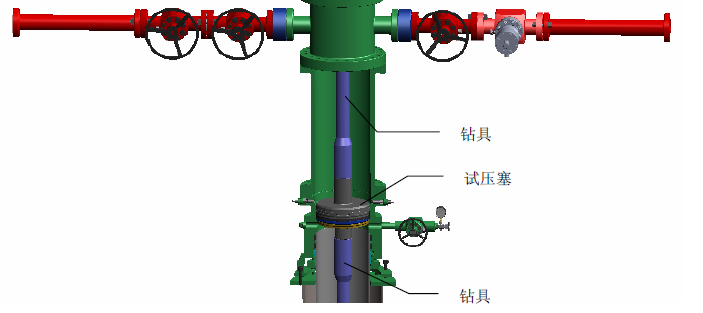
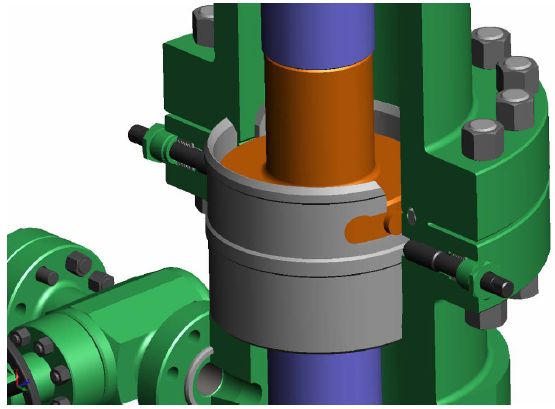
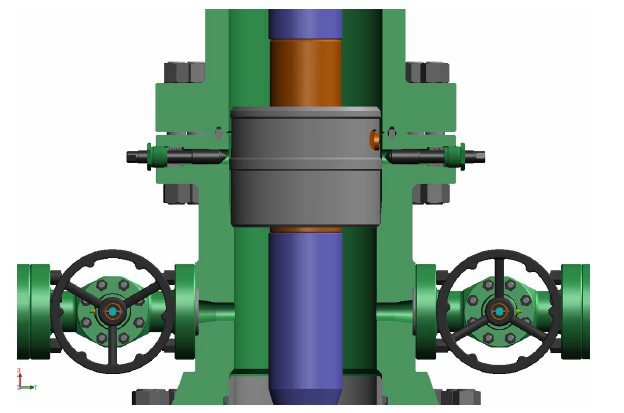
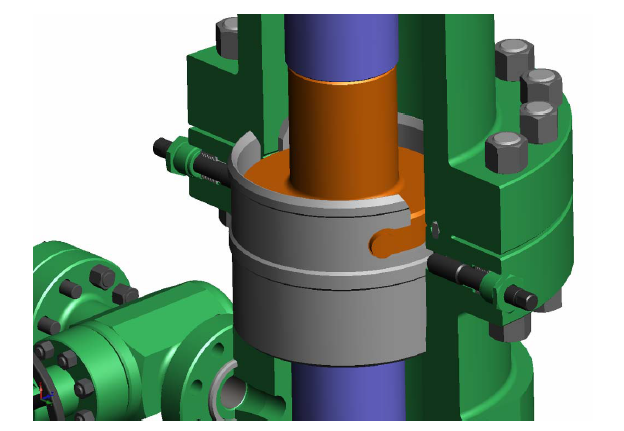
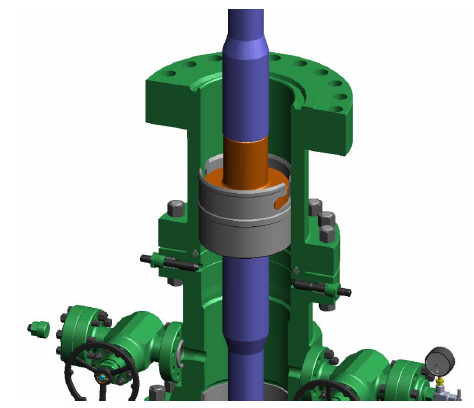
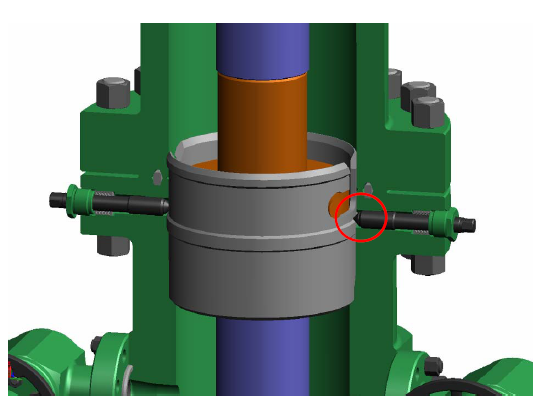
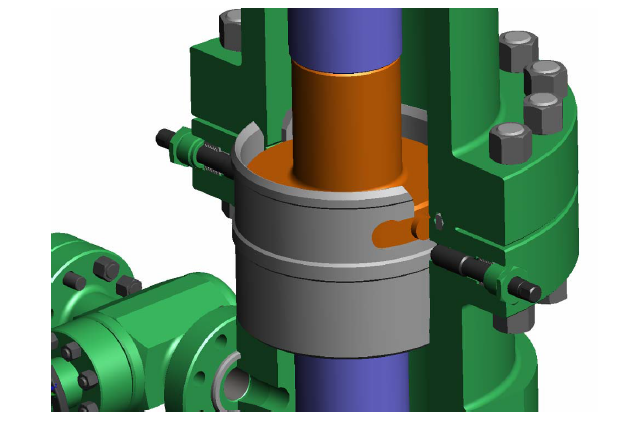
1.1 鉆井作業(yè)中 1.2 通過懸掛器懸掛和支撐油層套管的重量和防噴器組(或采油樹)的重量; 1.3 提高鉆井井口裝置的穩(wěn)定性 1.4為釋放可能儲藏的兩層套管柱間的壓力提供出口 1.5 可進(jìn)行鉆采特殊作業(yè),如:a.從側(cè)孔補(bǔ)注水泥,以提高固井質(zhì)量; b.酸化壓裂時,從兩側(cè)孔注入壓力液體, 以平衡套管內(nèi)、外壓強(qiáng)。 2 基本參數(shù) 2.1 執(zhí)行標(biāo)準(zhǔn):GB/T22513《石油井口裝置 套管頭和采油樹》及 API 6A 產(chǎn) 品規(guī)范; 2.2 型號:T9-5/8″×5-1/2″-10000psi 防硫采氣套管頭或T9-5/8″×5-1/2″-5000psi防硫采氣套管頭 2.3 工作壓力: 10000PSi (70MPa)或5000PSi (35MPa) 2.4 工作溫度: LU (-46-121℃) 2.5 規(guī)范級別: PSL2 2.7 旁通直徑: 2LP 2.10 公 稱 通 徑: 225.5mm 2.12 套管頭高度:520mm 3 工作原理及特點 3.1 套管頭由底法蘭殼體和懸掛器組成,結(jié)構(gòu)簡單,懸掛能力強(qiáng),橡膠圈 安裝方便,密封安全可靠。 3.2 套管頭底法蘭外殼下部通過下卡瓦與套管柱聯(lián)接,上部通過標(biāo)準(zhǔn)法蘭連 接四通及防噴器。 3.3 法蘭殼體兩側(cè)面有兩個對稱的,符合 API 6A 標(biāo)準(zhǔn)的 2LP 旁通接口,分別裝有緩沖器和壓力表,可用來檢測環(huán)空壓力和可用來補(bǔ)擠水泥或釋 放兩層管柱之間的壓力及進(jìn)行其他作業(yè)。 第二部分 1 安裝原則 1.1 上面一等套管頭上法蘭面高出井架基礎(chǔ)面15±20mm。 1.2 每次套管頭安裝后,內(nèi)控管線都能從井架底座內(nèi)平直接出。 1.3 每次套管頭安裝后,應(yīng)保證防噴器組有足夠的安裝空間。 1.4 表層套管下入后,應(yīng)以轉(zhuǎn)盤中心為準(zhǔn)對套管頭進(jìn)行校正,確保天車、轉(zhuǎn)盤、表層套管頭三者中心線偏差≤10mm。 2 準(zhǔn)備工作 2.1 確認(rèn)套管頭及其附件完好、齊全,并與設(shè)計一致。 2.2 檢查套管頭上部頂絲,測量并記錄頂絲兩種工作狀態(tài)下的外露長度,按照頂緊的標(biāo)記指示 槽將頂絲置于退出狀態(tài)。 圖一 頂絲開關(guān)兩種工作狀態(tài)指示 2.3 測量相關(guān)尺寸并記錄,計算井口裝備安裝高度 2.4 清洗 2.5 清洗檢查套管頭密封圈(BT 密封或 P 密封)有無裂紋和損傷,并在密封圈和密封部位涂抹 潤滑脂。 圖二 套管頭密封件 2.6 將 BT 或P密封圈裝入密封槽,并保持清潔。 2.7 將頂絲全部退出。 2.8 檢查配套工具是否滿足施工要求。 3 安裝步驟 9-5/8〞卡瓦式表層套管頭的安裝 3.1 確定30〞導(dǎo)管切割高度 3.1.1 確定導(dǎo)管切割高度:DG=T1+T2+T3+30-D DG:導(dǎo)管理論切割高度。 T1: 表層套管頭深度。 T3:其二層套管頭深度。 30mm:為表層套管頭調(diào)節(jié)間隙。 D:結(jié)尾一層套管頭上法蘭面高出基礎(chǔ)面的高度,一般為30mm。 圖三 安裝示意圖 3.1.2 校核導(dǎo)管割口高度:導(dǎo)管割口高度確定后,校核每次套管頭安裝口鉆井四通旁通口中心線的高度,以保證每次套管頭安裝好后內(nèi)控管線都能平直接出鉆井底座。如果不能滿足上述條件,則要調(diào)整尺寸D,直至滿足要求。 3.2 30〞導(dǎo)管切割 3.2.1 表層套管下完固井結(jié)束后,應(yīng)排盡切割線高度以上部分泥漿。 3.2.2 清潔導(dǎo)管,按計算高度劃線,用氣焊切割導(dǎo)管。 3.2.3 打磨導(dǎo)管端面,確保水平誤差不大于1mm。 3.3 表層套管的切割 3.3.1 計算表層套管切割高度。 3.3.2 確定套管切割高度并劃線:TG1=TC1+30mm。 圖四 套管切割高度(TG1=490時) 3.3.3 在9-5/8〞表層套管切割線以上50mm打孔,排放表層套管內(nèi)泥漿。 3.3.4 在9-5/8〞表層套管切割線以上50mm處粗割套管 3.3.5 吊出上部導(dǎo)管和套管 3.3.6 清除切割線200mm以下套管內(nèi)的泥漿。 3.3.7 使用套管切割機(jī)精確切割表層套管 3.3.8 打磨表層套管切口端面 3.3.9 使用坡口機(jī)對套管進(jìn)行外倒角,坡口為5×30° 圖五 表層套管倒角 3.3.10 測量套管頭切割面的水平度 3.3.11 對倒角以下180mm高的套管表面打磨光潔 3.4 9-5/8〞表層套管頭及WD卡瓦的安裝 3.4.1 卸松9-5/8〞WD所有卡瓦螺絲,使卡瓦處于松弛狀態(tài) 圖六 卸松9-5/8〞WD所有卡瓦螺絲螺釘 3.4.2 將套管頭平穩(wěn)吊至井口并保持水平 圖七 安裝表層套管頭 3.4.3 校正套管頭 圖八 出口方向一致 3.4.4 調(diào)節(jié)套管頭托盤頂絲 圖九 調(diào)節(jié)套管頭托盤頂絲 3.4.5 注意:在整個操作過程中注意防止井內(nèi)落物。 3.5 WD型卡瓦的固定 3.5.1 按廠家推薦扭矩值對稱緊固WD型卡瓦螺釘 圖十 WD卡瓦牙與套管連接 圖十一 套管與卡瓦牙咬合 3.5.2 上提套管頭30-35噸,檢查卡瓦牙與套管的咬合情況,無相對位移為合格。 3.5.3 檢查并鎖緊卡瓦螺絲。 3.5.4 再一次用水平尺檢查,核實法蘭面的水平誤差≤1mm。 3.6 9-5/8〞BT密封的注塑及試壓 3.6.1 注塑孔及試壓孔的結(jié)構(gòu) 圖十二 注脂孔及試壓孔俯視 圖十三 注脂孔剖面 圖十四 注脂孔剖面詳圖 圖十五 BT密封圈注脂 3.6.2 將觀察孔1的注塑閥卸掉,把對應(yīng)的另一側(cè)注塑閥1的護(hù)帽卸掉,接試壓槍。 3.6.3 注塑閥:又稱注塑單流閥 3.6.4 向BT密封圈內(nèi)注入潤滑油以后 3.6.5 向BT密封圈注塑 3.6.6 恢復(fù)觀察孔1處的注塑閥,繼續(xù)注塑升壓至試壓值 3.6.7 重復(fù)上述動作 3.6.8 對套管頭兩個BT之間環(huán)空試壓 圖十六 BT密封圈試壓口 3.6.9 P密封與BT密封試壓方法相同。 3.6.10 焊接托盤與導(dǎo)管 圖十七 焊接托盤與導(dǎo)管 3.6.11 使用鐵絲串聯(lián)螺帽止退孔 圖十八 螺帽止退圖 3.6.12 在9-5/8〞套管頭上安裝升高(占位)短節(jié) 3.7 套管頭和防噴器組的試壓 3.7.1 打開套管頭旁通口平板閥 3.7.2 井內(nèi)下入3-5柱鉆桿立柱后 3.7.3 將試壓塞入井 圖十九 用試壓塞試壓 3.7.4 向試壓塞上部注入清水(冬季用防凍液) 3.7.5 試壓結(jié)束后取出試壓塞,將防磨套用取送工具送入 3.8 安裝防磨套 3.8.1 取防磨套時,連接防磨套取送工具 3.8.2 使防磨套凸銷插入防磨套開口。 圖二十 取送工具插入防磨套口 3.8.3 動作要求緩慢,保持鉆具居中 圖二十一 取送工具與鉆具居中平穩(wěn) 3.8.4 輕輕旋轉(zhuǎn)鉆具半周至一周 圖二十二 轉(zhuǎn)動取送工具使凸銷掛到位 3.8.5 上提鉆具,取出防磨套取送工具及防磨套 3.8.6 送入防磨套時 3.8.7 到位前 圖二十三 就位前緩放 3.8.8 到位后 圖二十四 頂緊防磨套 3.8.9 轉(zhuǎn)動鉆具 圖二十五 退出懸掛防磨套 3.8.10 上提鉆具,完成防磨套送入 3.8.11 進(jìn)行下一步作業(yè) 第三部分 注意事項 1.安裝吊入套管頭時,必須注意人身和設(shè)備及產(chǎn)品的安全,嚴(yán)禁碰撞. 2.安裝密封墊環(huán)時,環(huán)槽和墊環(huán)均應(yīng)涂微量輕質(zhì)潤滑油 3.法蘭的連接螺栓必需對稱上緊,絲扣涂少量二硫化鉬潤滑脂。 4.各密封圈使用前仔細(xì)檢查外表幾何形狀,有銹漬和傷痕不能使用,安裝時,應(yīng)涂輕質(zhì)潤滑油 5.試壓后各絲堵應(yīng)纏繞聚四氟乙烯密封膠帶后擰緊,以增強(qiáng)密封性能 6.完井卡好卡瓦后,如果不即時安裝采油樹,務(wù)必要蓋好井口及法蘭。![]() 2.6 連接法蘭型號: 6BX 135/ ″*10000PSi(70MPa)或6BX 135/ ″*5000PSi(35MPa)
2.6 連接法蘭型號: 6BX 135/ ″*10000PSi(70MPa)或6BX 135/ ″*5000PSi(35MPa)![]() 2.8 連接套管外徑: 244.5mm(95/8 ″)
2.8 連接套管外徑: 244.5mm(95/8 ″)![]() 2.9 連 接 方 式:95/8 ″下卡瓦
2.9 連 接 方 式:95/8 ″下卡瓦![]() 2.11 懸掛套管尺寸: 51/2 ″套管
2.11 懸掛套管尺寸: 51/2 ″套管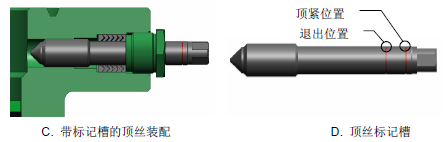
氣動增壓泵工作原理
2D-SY型試壓泵運用方法
氣密封試壓裝置操作流程